

Against the backdrop of the green and low-carbon transformation of manufacturing, lightweighting has become an urgent need for industrial development. Magnesium alloys, with a density only one-quarter that of steel and two-thirds that of aluminum alloys, and with my country possessing 70% of the world's magnesium ore reserves and 91.6% of primary magnesium production capacity, along with a complete industrial chain, have attracted much attention in the field of lightweight materials. However, in the past decade, the application of magnesium alloys has been largely limited to non-core components such as steering wheel frames and laptop casings. The emergence of semi-solid forming technology has opened a breakthrough for the application of magnesium alloys in more key areas.
I. Principles of Semi-Solid Metal Forming of Magnesium Alloys
Semi-solid metal forming of magnesium alloys (SSM) is an advanced near-net-shape forming technology based on the unique rheological behavior of the material. This technology cleverly utilizes the significant "shear thinning" characteristic exhibited by magnesium alloys under shear force in the solid-liquid two-phase coexistence region.
Taking semi-solid injection molding as an example, the specific process is as follows: First, magnesium alloy ingots are cut into rice-grain-sized particles as raw materials. Under gravity or negative pressure, the particles enter the barrel from the hopper. Inside the barrel, the rotation of the screw, combined with the heat provided by the external heater, heats and shears the magnesium alloy particles during forward conveying. In the middle of the barrel, the magnesium alloy is compressed by the screw compression section, resulting in thermoplastic deformation and densification.When it reaches the storage section at the front of the screw, the magnesium alloy particles have transformed into a partially molten semi-solid slurry containing spherical solid phases. This slurry possesses excellent flowability and filling properties. Subsequently, the slurry is injected into the mold at high speed through the nozzle, where it rapidly cools and solidifies under high speed and pressure, thus forming a part with a specific shape and size. After injection, the tip of the nozzle cools down to form a cold plug for self-sealing, completing the continuous molding operation without the need for protective gas or complete melting of the magnesium alloy.
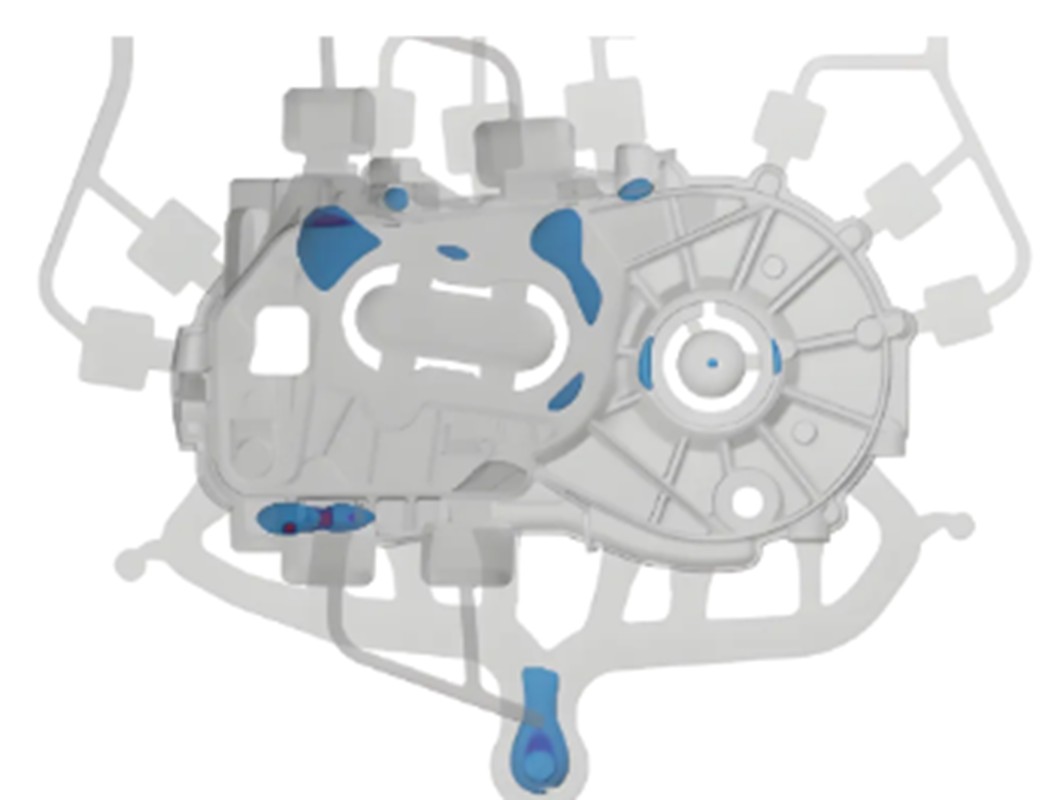
II. Advantages of Semi-Solid Molding Process for Magnesium AlloysThe semi-solid molding process for magnesium alloys excels in fluidity and defect control. Utilizing the shear-thinning properties of semi-solid slurry, it enables high-precision filling of complex thin-walled structures (≤1mm), achieving higher molding accuracy compared to traditional molding processes. Compared to traditional cold chamber die casting, the molding temperature is reduced by approximately 100℃, significantly suppressing the tendency for defects such as shrinkage cavities, hot cracks, and deformation.
The high-speed filling rate of traditional high-pressure die casting for magnesium alloys is typically 6m/s, while in semi-solid molding, due to the enhanced fluidity of the slurry, the filling rate can be reduced to 3-4m/s, resulting in a smoother filling process. During semi-solid molding, metal particles melt and stir in a relatively enclosed space with less contact with air, thus resulting in lower oxide inclusion content in the casting.
Semi-solid molding also offers significant advantages in surface quality and mechanical properties. Due to the strong filling capacity of the semi-solid slurry, the surface roughness of the casting is improved compared to traditional die casting. The improved surface quality not only enhances the corrosion resistance of the as-cast material but also reduces the costs of subsequent polishing and painting.
During the semi-solid forming process, shear force induces the formation of uniform, fine spherulites (50-100μm). Simultaneously, due to the excellent fluidity of the slurry, high filling quality, high microstructure density, and low oxide and porosity content, the tensile strength of the casting in the as-cast state can be increased by approximately 10%, and the elongation by 30%-50% compared to traditional high-pressure die casting.
Furthermore, this process also offers advantages in material utilization and production efficiency. When using a cakeless design and a narrow runner system, material utilization can reach 70%-85%. Moreover, since no furnace melting is required, solid feeding is used directly, and the forming temperature is 100℃ lower, energy consumption is significantly reduced. Because there is no thick cake and the runner is narrower, the mold dwell time is greatly shortened, and the production cycle can be reduced by 20%-30%.
III. Challenges Facing Magnesium Alloy Semi-Solid Molding Technology
Process limitations are a critical challenge for magnesium alloy semi-solid molding technology. To balance thermal response speed and reliability, the nozzle diameter for mass production verification must be limited to ≤26.5mm. This limitation severely restricts high-flow-rate filling, affecting the production efficiency and quality of large components. The screw-barrel combination of the injection system must simultaneously perform the dual functions of slurry melting and mixing and high-pressure injection, resulting in a complex structure.
Its components continuously withstand the combined impact of 600℃ slurry and nearly 100 MPa high pressure, with a wear rate more than three times that of injection molding machines, leading to high maintenance costs and difficulties. Due to the lack of a pressurization mechanism and the limitation imposed by the nozzle diameter, relying solely on short-term pressure holding of ≤0.5 seconds makes it difficult to reduce shrinkage defects in thick-walled areas, affecting product quality.
The stringent material requirements also constrain the development of this technology. Semi-solid injection molding has specific requirements for the process adaptability of raw materials. The key lies in the material needing a semi-solid temperature range of around 100 degrees Celsius to ensure uniform suspension of solid particles and maintain a stable shear-thinning effect. Currently, most of the new corrosion-resistant/high-strength magnesium alloys under development in the industry are based on AZ91D, using microalloying with the addition of rare earth or Ca elements to improve performance, but further optimization is still needed to meet the demands of large-scale production.
Cost constraints hinder the widespread adoption of magnesium alloy semi-solid molding technology. The purchase cost of a semi-solid injection molding machine of the same tonnage is 2-3 times that of a horizontal cold chamber die-casting machine. For example, the cost of a 3000T-class machine's screw-barrel assembly can exceed 1.5 million yuan, resulting in huge upfront investment costs for enterprises.
To maintain slurry fluidity, the mold needs continuous oil heating to around 200℃, which not only increases energy costs but also introduces certain safety risks. To strictly control particle size uniformity, the semi-solid process requires an additional particle processing fee of 1000 yuan/ton, further increasing production costs.
Despite the numerous challenges facing the large-scale application of magnesium alloy semi-solid molding technology, it still holds enormous growth potential in high-end manufacturing fields such as new energy vehicles, 3C electronics, and humanoid robots, as an effective path to achieving equipment lightweighting.
With the deep integration of digital technologies such as CAE multiphysics simulation and artificial intelligence, and the accelerated advancement of large-scale intelligent equipment and material innovation, magnesium alloy semi-solid forming technology is expected to further break through existing bottlenecks and unleash enormous potential. It can not only tap into a blue ocean market worth hundreds of billions of yuan, but also become a crucial technological support for China's high-end manufacturing industry to gain a commanding position in international competition, promoting the sustainable development of related industries.