
镁合金触变成型工艺,也叫镁合金半固态注射成型工艺,能让镁合金产品加工如塑料注塑般简易快捷和安全,是一种先进的金属成型技术,它在节能、环保、产品机械性能和尺寸精度方面对比传统的镁合金压铸优势显著,特别适合新能源汽车、机器人和无人机等轻量化和对零部件性能要求高的领域。
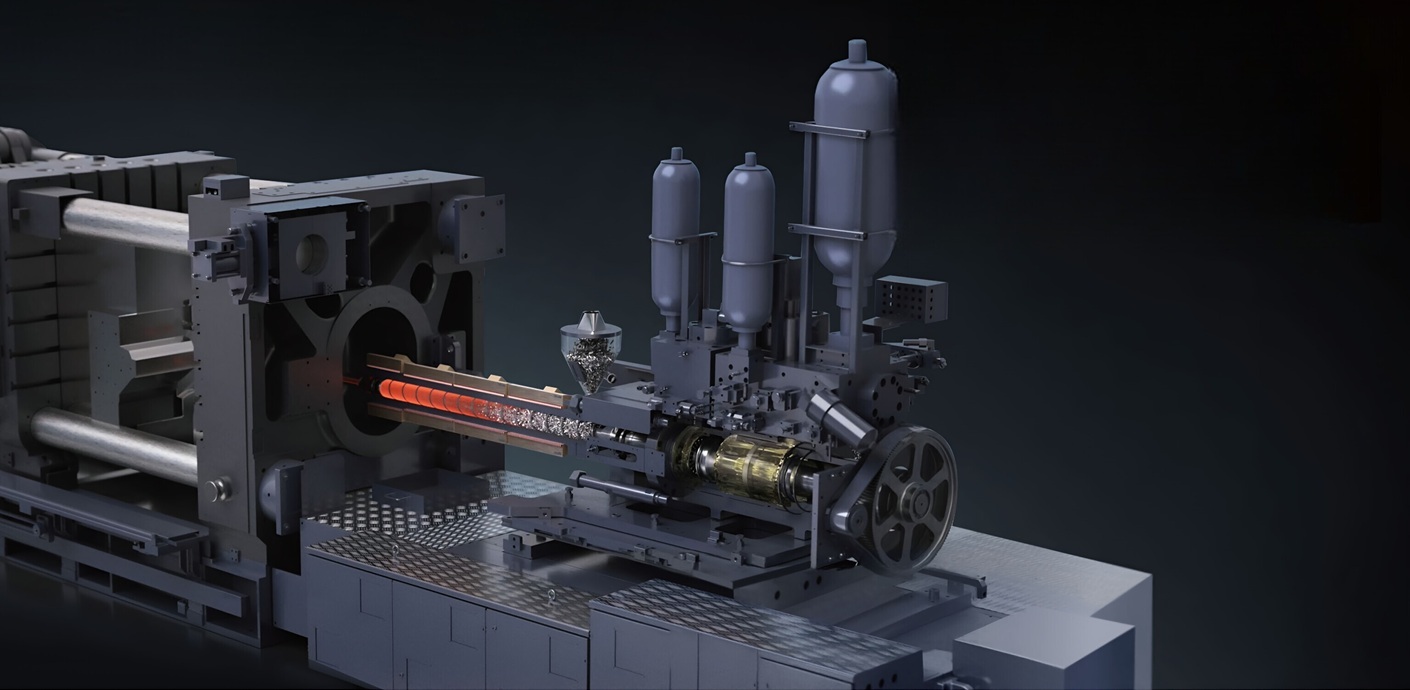
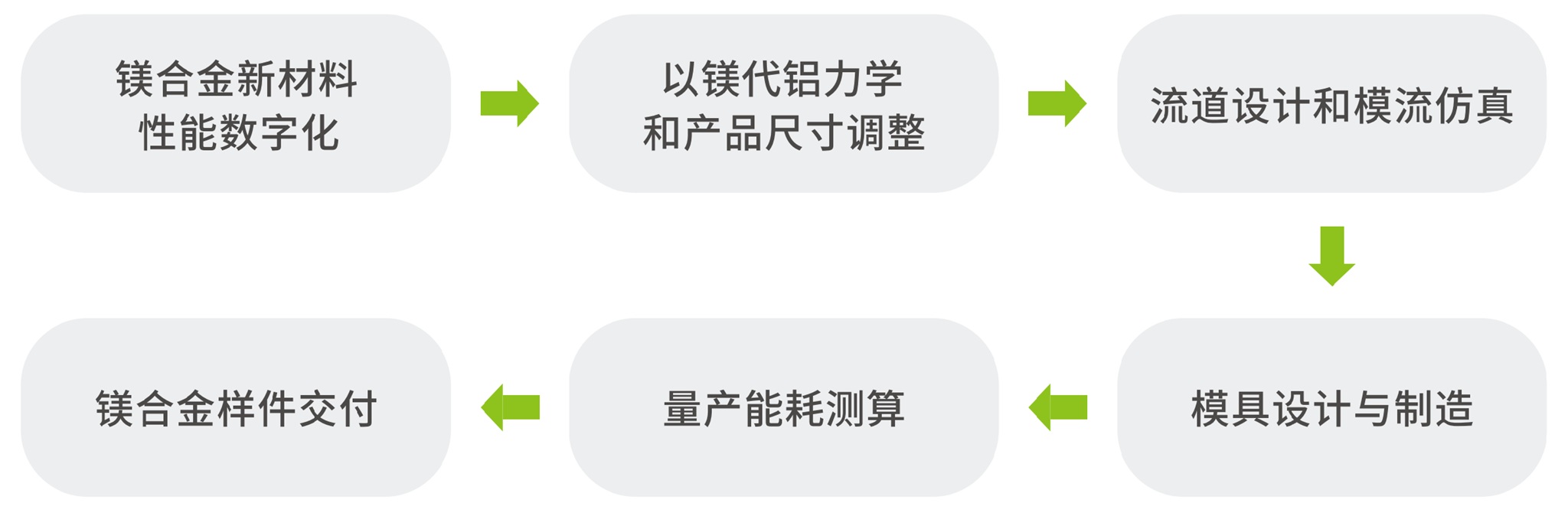
镁立钛刻能为客户提供镁合金零部件、“铝改镁”一站式快速落地服务方案,涵盖从半固态试样制作、材料性能测试与数据确定、产品建模与三维调整、力学与工艺仿真校核、模具设计与制造、试模及样件交付。公司设备和技术储备涵盖“材料-设计-制造”一体化全流程解决方案,降低客户开发风险,确保镁合金结构件的快速开发与高质量生产。
正是因为有着从产品设计开发、模具设计制造,产品生产的全产业链布局的优势,镁立钛刻镁合金半固态成型工艺能为客户提供经济高效、高精度、高稳定性的连续大批量生产服务方案。
镁合金半固态成型工艺的核心优势
1. 极致的产品质量
•缺陷更少:层流填充几乎消除气孔、缩松。
•强度更高:细小均匀晶粒,力学性能接近锻件。
•精度超高:收缩率低,近净成形,后加工量大幅下降。
2. 节能环保
•成型温度比压铸低 50 100 ℃,能耗显著降低。
•模具热冲击小,寿命提升数倍。
•低温下镁合金不易燃,安全性更好。
3. 设计自由度大
•一次成型薄壁、复杂结构、集成嵌件。
•实现零件高度集成,减轻装配工序。
4. 绿色制造标杆
•全封闭生产,无熔渣、无烟尘。
•废气、废渣排放几乎为零。
简明列表对比:镁合金半固态成型与镁合金压铸成型
| 项目 | 镁合金半固态成型工艺(镁合金触变成型工艺) | 镁合金压铸 |
| 材料状态 | 镁合金浆料,糊状半固态状态 | 全熔化镁合金金属液 |
| 气孔疏松 | 很低,1%以内,设备和生产流程控制 | 更高一些 (约1.5–3.5%,本工厂数据),金属液的湍流和凝固过程的卷气 |
| 氧化风险 | 很小,全流程密闭空间,螺杆内的氩气保护 | 更高一些,但由于全自动定量炉全自动生产的应用有明显的降低 |
| 尺寸精度 | 优秀,能成型薄壁零件,铸件变形量小 | 还不错,但从高温液体凝固的过程多少会有些铸件变形 |
| 产品机械性能 | 晶粒细小均匀,可热处理强化,成品有着极佳的机械性能和抗腐蚀能力 | 相对来说更低的机械性能和产品表面质量,气孔多不可热处理强化 |
| 模具使用寿命 | 模具承受温度在580-610℃之间,模具寿命长 | 模具承受温度在680-720℃之间,模具使用寿命相对较短 |
| 材料利用率 | 材料一次性利用率高,在85%左右 | 材料一次性利用率较低,在65%左右 |
| 能耗与排放 | 能耗降低30-50%,显著降低温室气体排放,是绿色制造的标杆 | 能耗约800kWh每吨,需要SF₆气体保护,有着极高的碳排放 |
| 成本对比 | 更高的机器设备成本,成型速度相对较慢,但尺寸精度高可减少后道工艺支出 | 成本较低,成型速度快,是大批量生产的理想工艺 |
镁立钛刻在2025年10月份引进镁合金半固态设备和技术,工程师在镁合金压铸和塑料注塑领域有着丰富的知识和经验储备,现在镁合金半固态成型工艺的稳定生产,已成为我司业务新的成长点。
| 机型 | 螺杆直径(mm) | 引进数量(台/套) | 注射压力(Mpa) | 最大有效注射量(kg) | 备注 |
| 伊之密 UN400MGII•Plus | Φ60 | 1 | 117.7 | 0.5 | 最大注射速度5m/s |
| 伊之密 UN750MGII•Plus | Φ92 | 2 | 79 | 1.6 | 最大注射速度5m/s |